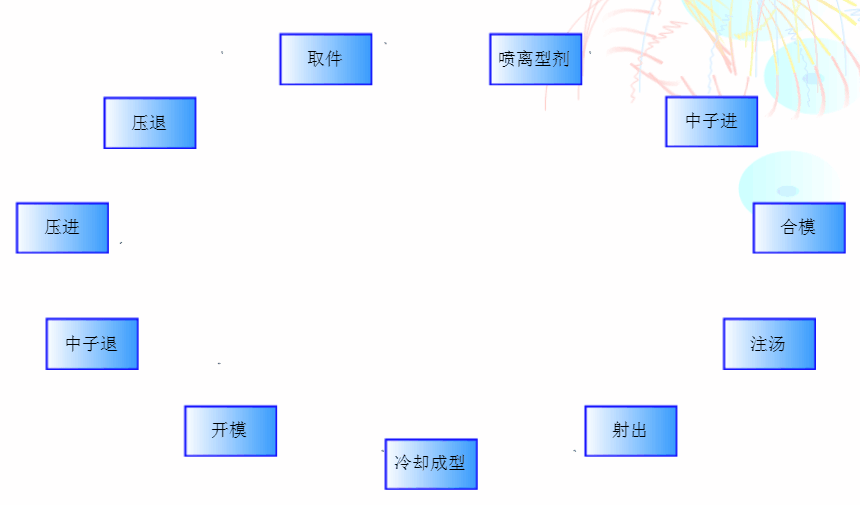
精密壓鑄的流程有幾步
文章來源:譽(yù)格壓鑄時(shí)間:2019-10-25 點(diǎn)擊:
觸碰高精密壓鑄模具的人都了解,模具是鋁壓鑄之母,在生產(chǎn)工藝流程中,出現(xiàn)80%左右的難題均來自模具,因而模具加工加工工藝中最關(guān)鍵的專用工具。詳細(xì)的精密壓鑄步驟不可或缺壓鑄模具、鋁壓鑄機(jī)和鋁壓鑄鋁合金這鋁壓鑄三要素。
1 依據(jù)不一樣外形的商品做模具。模具分左右型腔方法,根據(jù)車、刨 、銑 、蝕、火花放電等 綜合性工藝流程進(jìn)行。凹痕外形、規(guī)格跟商品半側(cè)一致。由于臘模適用于制造業(yè)蠟壓型板應(yīng)用, 因而采用溶點(diǎn)不高, 強(qiáng)度不高、 規(guī)定較低、 價(jià)錢較劃算、 凈重最輕的鋁合金型材原材料做模具。
2 、 運(yùn)用鋁合金型材模具加工出很多的制造業(yè)蠟實(shí)芯實(shí)體模型。 在通常情況下一只制造業(yè)蠟實(shí)芯實(shí)體模型只有 相匹配出一只毛胚商品。
3 、對蠟?zāi)8浇萘块_展產(chǎn)品精修,鏡面加工后將好幾個(gè)單一蠟?zāi)U吃?稱為組樹)事先提前準(zhǔn)備好的 模頭頂,此料管都是用蠟?zāi)Ia(chǎn)制造出的制造業(yè)蠟實(shí)芯實(shí)體模型。 (外觀設(shè)計(jì)很像一棵樹)
4 、 將已固定不動(dòng)在模頭頂?shù)暮脦讉€(gè)蠟?zāi)M可瞎I(yè)膠水后勻稱噴完第一層細(xì)沙 (一種防火砂、 耐高 溫,一般 用的是硅沙) 。此砂顆粒物不大、細(xì)細(xì)的,那樣能保證終毛胚表層盡可能的光潔。
5 、在設(shè)置的室內(nèi)溫度(或控溫)下讓噴了第一層細(xì)沙的蠟?zāi)4笞匀淮蹈桑豢梢晕:?nèi)部蠟?zāi)P?狀轉(zhuǎn)變, 大自然吹干的時(shí)間在于商品自身 內(nèi)部的復(fù)雜度, 一般精鑄造件第一次的吹干時(shí) 間大概在 5 — 8 鐘頭上下。
6 、第一次砂噴好并大自然吹干后,在蠟?zāi)5谋韺釉俅紊瞎I(yè)膠水(硅溶漿) ,并噴完第二層 砂, 第二層砂顆粒物尺寸要比以前的第一層砂來的大、 來的粗。 噴好第二層砂后都是在設(shè) 定的控溫下讓蠟?zāi)4笞匀淮蹈伞?/div>
7 、第二次砂噴好并大自然吹干后,先后推導(dǎo)開展第三次噴砂處理,第四次噴砂處理,第五次噴砂處理等工 序。 規(guī)定: – 依據(jù)商品表層規(guī)定, 容積尺寸, 重量等相對調(diào)整噴砂處理頻次。 一般狀況下噴砂處理頻次為 3-7 次。 – 每一次噴砂處理的沙粒尺寸均不一樣, 一般 后工序的沙粒均較前工序沙粒粗, 吹干的 時(shí)間長度也不一樣。一般一個(gè)詳細(xì)的蠟?zāi)I仙暗纳a(chǎn)制造周期時(shí)間為 3~4 天上下。
8 、將完成噴砂處理工藝流程的蠟?zāi)T诳局乒に嚵鞒糖埃賱蚍Q涂上一層乳白色的制造業(yè)天然乳膠(硅溶漿) , 以具有粘接和干固砂型,及其密封性蠟?zāi)9πВ瑸楹蟮揽局乒に嚵鞒套鎏崆皽?zhǔn)備。另外在烤制工 序后,還能提升砂型的脆性斷裂,有利于砸碎砂層,取下毛胚。
 精密壓鑄
精密壓鑄